Vor einiger Zeit bin ich über Filament-Tracking-System von Vincent gestolptert. Der Gedanke den Filamentvorschub zu überwachen gefällt mir sehr.
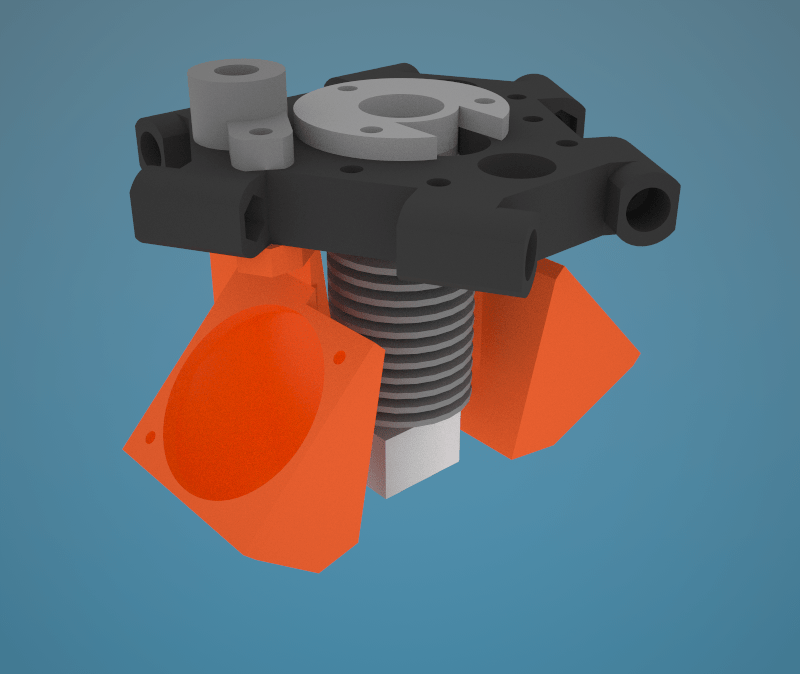
Irgendwie kam mir die Idee das FTS direkt mit meinem NEMA23 Extruder zu kombinieren.

Das FTS bietet nicht nur die Möglichkeit den Filamentvorschub zu erkennen, sondern auch das Filamentende, bevor der Extruder leer läuft, zu erkennen.
Diese Funktion fällt durch die Integration in den Extruder leider raus. Da der Drucker zwangsweise seinen Puffer leerdrucken muss, bevor in pausiert, ist ein größer Abstand zwischen Extruder und FTS notwendig.
Eventuell liesse sich die Funktion noch durch einen zusatzlichen Schalter nachrüsten.
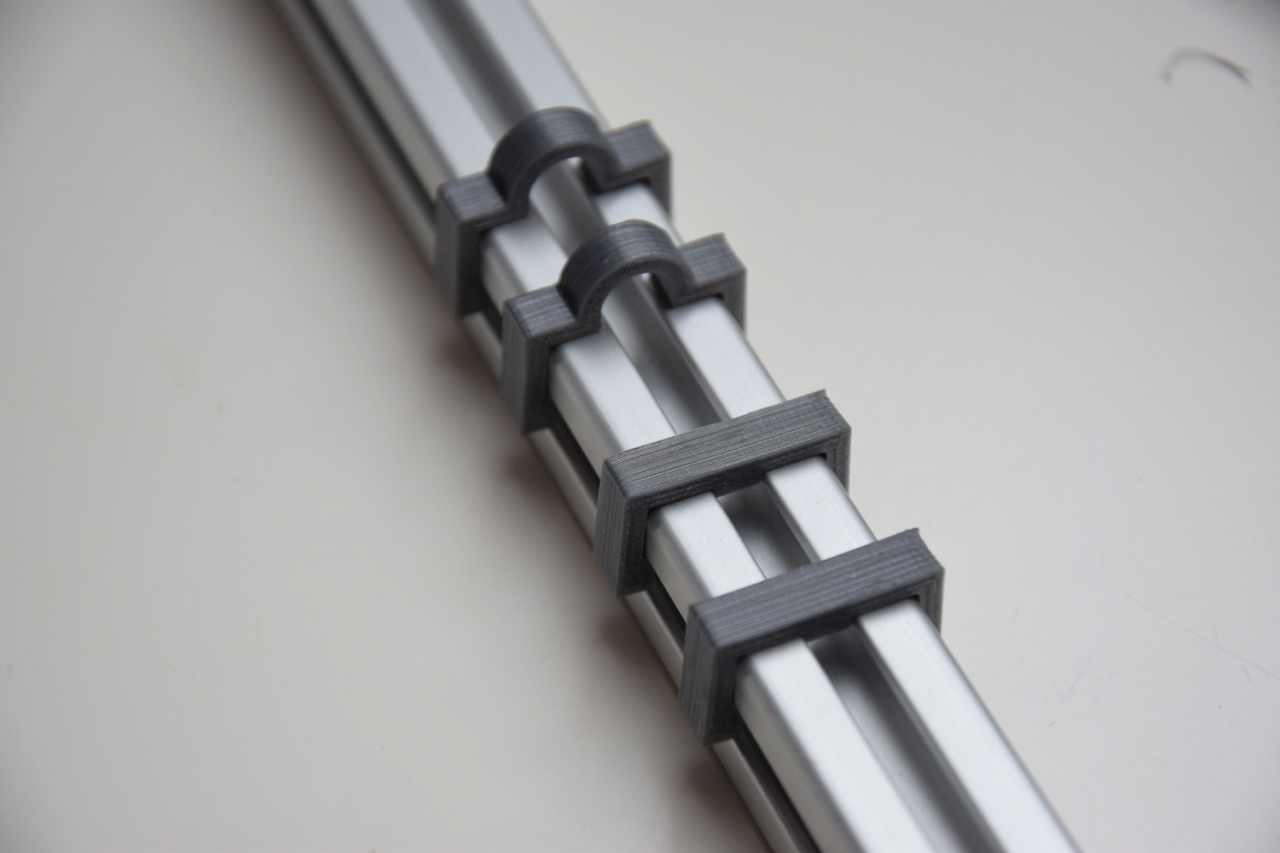
Die von mir verwendeten Gummipuffer sind etwas länger als die aus der BOM vom sparklab, aber leichter zu beziehen.
Folgende Bauteile ergeben die Tracktionsrollen:
2 Schwingungsdämpfer Typ A M4 D8 H8
4 Rillenkugellager 684ZZ
1 Neodym Magnet 5x5x5mm
Zu Sicherheit sollte der Magnet verklebt, oder anderweitig befestigt, werden.

Die Tracktionsrollen werden einfach nur in den Extruderblock geschoben und durch eine Schrauben gegen herausarbeiten gesichert.

Die Anschlußkontakte des Hall-E Endstops müssen um 90° abgewinkelt werden.
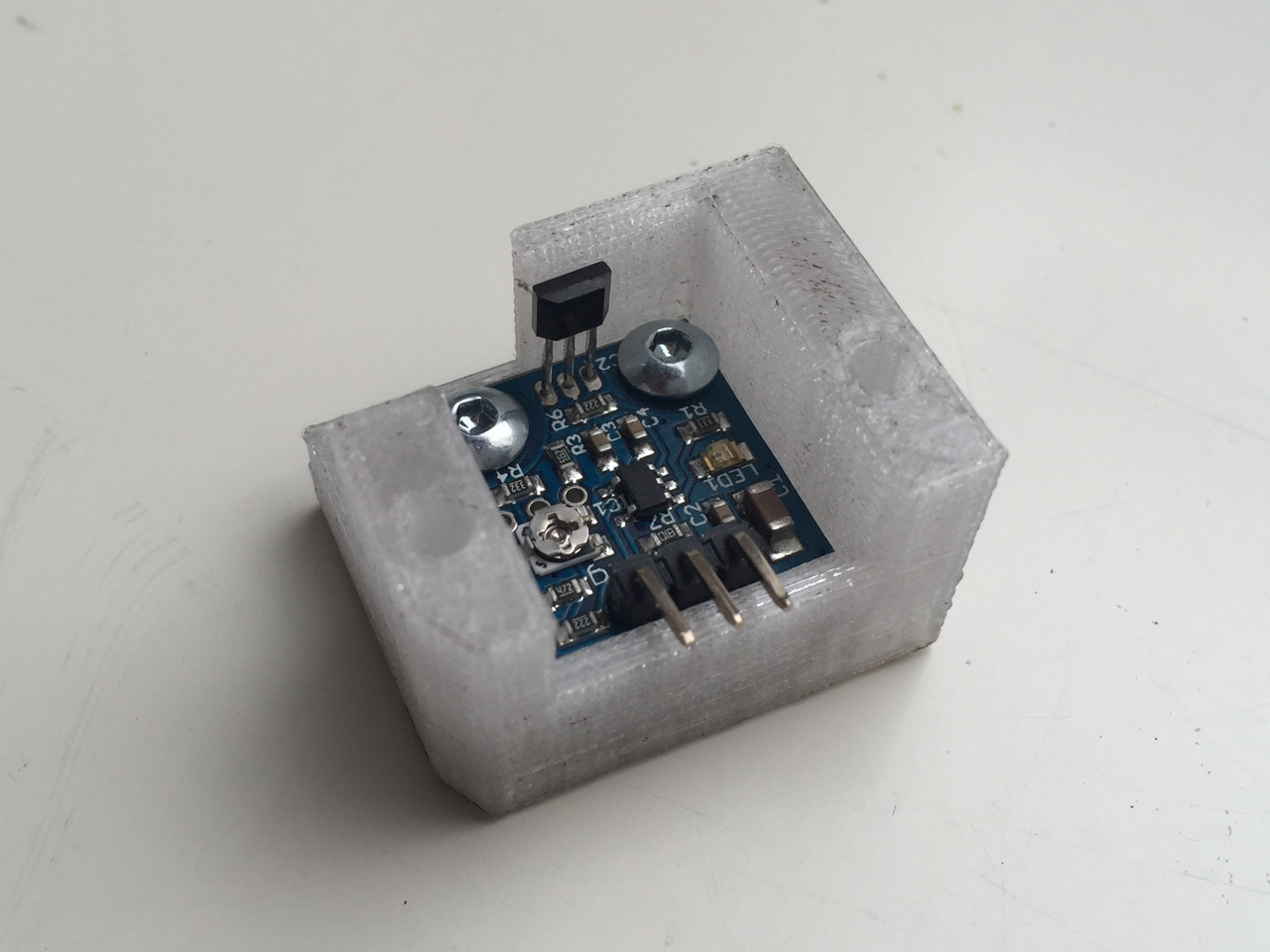
Hier nochmal im Detail.

Das System habe ich noch nicht im praktischen Einsatz getestet.
Manuelle Tests sind jedoch positiv.
Die stl’s, wie immer zu download:
http://www.thingiverse.com/thing:955370







































{kind=link}